El nuevo sistema permite una alta flexibilidad de producción a una alta velocidad en los ejes. El software optimiza automáticamente tanto las operaciones de la máquina como el aprovechamiento del material. La programación es por mueble y no por piezas. Permite optimizar el ley out de la fábrica ya que todas las operaciones pasan por una máquina. Obtiene el máximo número de piezas del panel y e l borde listo para el pegado de cantos. Aumento de calidad del filo, sin escalón, ni quemado, ni astillado. Ahorrando el rectificador en una pegadora de cantos.
Reducción al mínimo de los descartes del material. Ciclos de producción de cada pieza totalmente más breves. Aumento de la calidad final del producto debido a un menor manipuleo de las piezas gracias a la producción de una sola máquina. Reducción de los
almacenes semi procesados: sólo se produce por encargo. Solución completamente automatizada, por consiguiente, reducción de mano de obra, disminución de ciclo productivo, reducción de inversión en equipos y reducción
de los costos fijos.
TODO EN UNA SOLA MÁQUINA. VERSATILIDAD DE PRODUCCIÓN

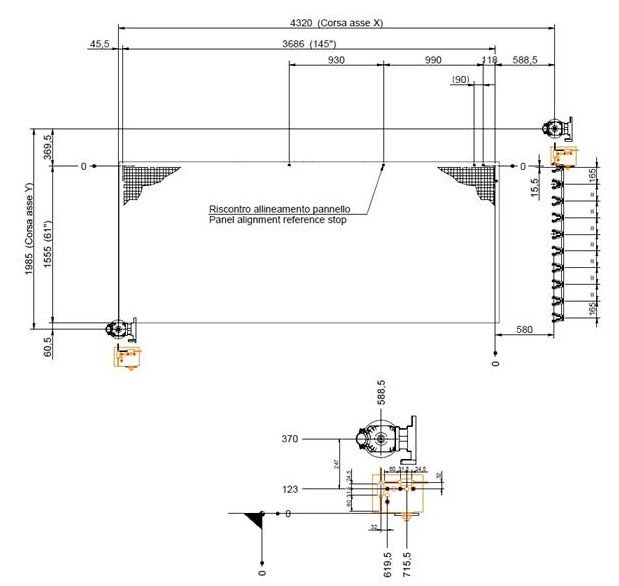
Datos Tecnicos
| Profundidad de la mesa de trabajo: | 1.555 mm. |
| Ancho últil del campo de trabajo: | 3.686 mm. |
| Ancho máximo de pieza a péndulo: | 1.550 mm. |
| Velocidad axial de desplazamiento en X-Y: | 35 mt/min. |
| Tipo de conexión elector mandril: | HSK 63 |
| Máximo espesor de panel trabajable eje Z: | 100 mm |
| Cantidad de mechas: | 11 |
| Potencia del motor del electromandril: | 9 HP |
| Almacén de herramientas lateral: | 10 posiciones |
| Recorrido del fresador eje X : | 4.320 mm |
| Recorrido del fresado eje Y: | 1.985 mm |
| Recorrido del fresador eje Z: | 250 mm |
| Potencia del motor de las mechas: | 2 kw |
| Velocidad de giro de las mechas: | 4.000 r.p.m. |
| Cantidad de ventosas: | 12 |
| Bomba de vacio: | 250 m3/h. |
| potencia instalada: | KVA 23 |
| Consumo de aire comprimido: | 400 NL/min. |
| Consumo de aspiración: | 5300 m3/h. |
| Velocidad de aspiración: | 30 mt/seg. |
| Diametro de boca de aspiración: | 250 mm |
Medidas de Trabajo
MESA
El plano de trabajo Multifuncional esta enteramente realizado en aluminio trafilado para poder resistir a las condiciones de trabajo mas severas y mantener las propias características de planaridad en el tiempo, además en presencia de fuertes variaciones de humedad y temperatura. El plano esta directamente fijado al basamento de la maquina para ofrecer rigidez y ausencia de vibraciones , como así también de integrar las canalizaciones internas para la conducción del vació obtenido directamente desde el trafilado.

A lo largo de toda la superficie están presentes agujeros de paso 120 mm . para la captura del Vacío y ranurado de paso 40 mm . Para la fijación de la pieza mediante simples guarniciones en goma, en los cuales solo interesa la superficie de la pieza, o bien mediante los exclusivos accesorios SCM opcionales (Modulset y ventosas MPS) que permiten crear cualquier geometría de manera simple y veloz. El plano esta dotado también de ranuras en forma de "T" en revés y bujes en acero roscado (presentes en cada orificio de conducción del vacío) para el anclaje de equipamiento o sistemas de bloqueo especiales necesarios para los trabajos de piezas complejas.
Es posible administrar también dispositivos neumáticos mediante oportunas capturas de aire comprimido presentes sobre el frente del plano.
• n.° 3 topes laterales de referencia de la pieza izquierda.
•
n.° 3 topes laterales de referencia de la pieza derecha. Bomba de vacío de 250 m 3 que asegura una perfecta sujeción de cual todo tipo de maderas, aglomerados y M.D.F.

Juntas de Gomas:
Ideal y económica idea para piezas que requieren elaboración en la cara superior y no necesitan fresados en los laterales.

Total de Ventosas
Con el sistema MPS el tiempo de configuración de la mesa de trabajo se reduce al mínimo. Al apoyar la ventosa sobre la mesa, ésta se conecta con los canales y realiza
el vacío a través de las

Permite elevar la piezas para hacer perfilados laterales con la mejor sujeción sin necesidad de crean plantillas.

Áreas de trabajo campos E y H El plano de trabajo está equipado con un sistema neumático, los topes de referencia y el software para permitir el trabajo de máximo dos paneles cuatro áreas de trabajo; (E offset) y D (H offset). Comprende de adicionar 2 topes de fondo y 1 lateral para el campo izquierdo y 2 de fondo y 1 lateral para el campo derecho.

Dispositivo mecánico para la sujeción de piezas cortas. Especialmente creado para piezas complejas o con forma sea en madera o panel. Permite trabajar en las 5 caras del panel bloqueado con los topes de fondo o lateral. Comprende de 3 sujetores .

CONTROL
Control numerico mandado por computadora.
El Armario eléctrico está unido en la derecha de la base de la máquina. De esta manera se obtiene una g ran espacio de trabajo desarrollando
el mejor ley out de la fábrica. La PC está sobre una consola móvil que puede ser posicionada según las necesidades del cliente para mejor visualización y facilitar el trabajo del operario. La unidad
de gobierno está constituida por un Control Numerico Morbidelli gestionado por PC OFFICE estándar instalado en el armario eléctrico. La presencia de una computadora personal estándar, con una potente
configuración hardware completamente ampliable y definible para las exigencias específicas de cada usuario, aporta al Control Numérico un grado de familiaridad incomparable: el software avanzado trabaja
en ambiente Windows XP y cierra las potencialidades necesarias para una programación sencilla, eficaz y accesible aunque para quien no ha trabajado con una computadora La computadora Estándar garantiza
una apertura sin limites , permitiendo utilizar todas las potencialidades típicas de cualquier PC: Disketera y CD Rom, grabadora de CD, pantalla audio, lectores de códigos de barras, conexión por linea
serial o paralela de impresora , modem, estáner o cualquier otro tipo de periférico Sin necesiad de un técnico especializado. No existe algun obstaculo para la conexion en red y es posible instalar cualquier
tipo de software existente en el mercado (ej. Autocad, sistema Cad-Cam, Viuver, etc…).

TECPAD:
Control remoto touch screen de 7 Pulgadas a colores Permite el control de la maquina para la ejecución de programas y gestión manual de los ejes. Gestión de los estados de errores.
Cargar programas, velocidades de trabajo.
Un Software especial guia al operario en el posicionamiento de las ventosas. El control permite importar los programas a ejecutar con el correcto posicionamiento
de las ventosas. Mayor ergonomía y seguridad para el operario.

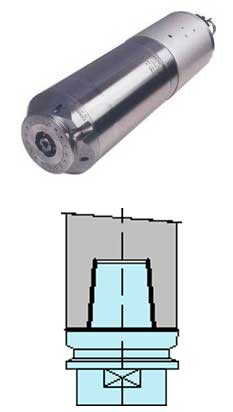
CABEZAL
Fresa vertical con potencia de 9 HP con acople de herramienta HSK 63
Potente:
- Alojamiento de gran diámetro.
- Inversor estático de mando dotado de sobre potencia para eliminación de grandes materiales.
Robusto:
- Carcasa monobloque.
- Rodamientos dobles pre cargados.
- Eje DE GRÁN DIAMETRO.
Preciso:
- Rodamientos acoplados previamente para una máxima precisión. Auto alineación del rulemán trasero.
Fiable:
- Presurización interna para evitar que entre el polvo.
- Lubricación prolongada.
- Enfriamiento por líquido.
- Conexión HSK 63: Asegura una sujeción con
la máxima rigidez y precisión con el objetivo de garantizar un acabado de alta calidad.
La unidad de fresado vertical
Montada sobre un soporte independiente de la unidad de agujereado, está dotada por una estructura muy robusta y un amplio recorrido vertical. Dicha
unidad, equipada por el cambio automático de la herramienta tiene las siguientes características :
• Coaxaliedad entre el porta brocas y la columna de guía en sentido Z, para garantizar elevada
rigidez y precisión de trabajo en cualquier condición.
• Control electrónico del programa de la velocidad del porta brocas de 1500 a 24000 r.p.m. con inverter; • Motor 9 HP, con potencia constante
de 1.500 a 18000 r.p.m. rotación derecha/izquierda seleccionable desde el programa. (S1/S6).
• Sopladores de aire para garantizar una inserción segura de la herramienta –motorbr/>
El almacén de herramienta TR10
Está constituido de un soporte mecánico montado directamente a la bancada de la máquina y capaz de alojar 10 herramientas. Todas las herramientas
pueden ser cargadas en el programa de trabajo y la máquina ejecuta automática la búsqueda de la herramienta necesaria. Con la carga de los programas en el campo derecho, los tiempos de cada cambio de
herramientas son de 12 a 15 segundos.

